
VIP会員

鉄骨構造のプログラマブルフリー溶接ロボット
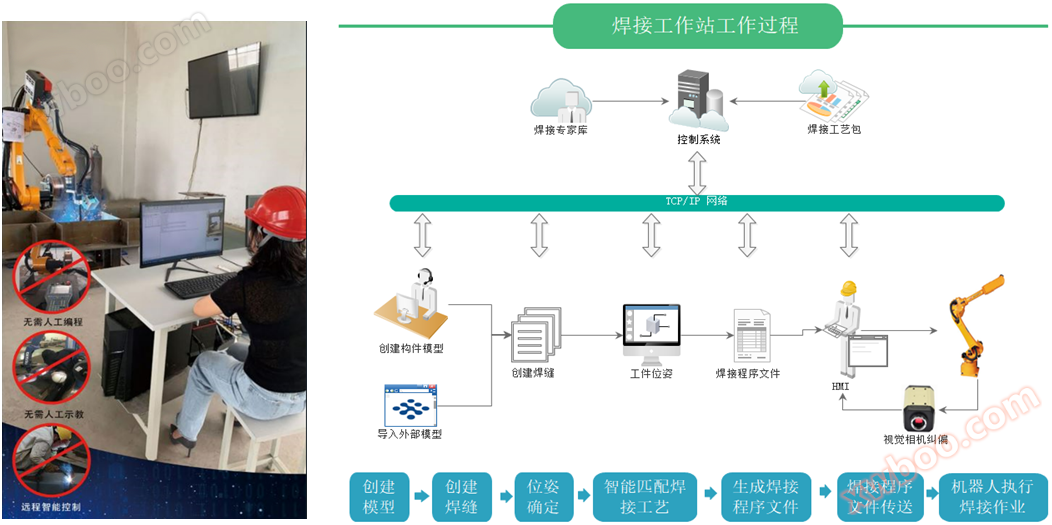
1.1機能概説システムは自主開発システムであり、その主な機能は溶接プロセスを深さ集積し、更に三次元モデルを導入し、視覚システムを通じて部材全体の溶接ビードに対して位置を確定し、モデル中の位置の実際の輪郭に基づいて、溶接プログラムを自動的に生成する
製品の詳細
1.1機能の概要
システムは自主開発システムであり、その主な機能は溶接プロセスを深さ集積し、さらに3次元モデルを導入し、視覚システムを通じて部材全体の溶接ビードにビットを確定し、モデル中の位置の実際の輪郭に基づいて、溶接プログラムを自動的に生成することである。
ソフトウェアの配備先 PCシステム上では、PCシステムを任意の場所に置くことができ、TCP/IPプロトコルを通じて遠隔制御を実現することができ、つまりオフィスで直接現場機器を操作して溶接することができる。
1.1.1システムは1日2便(各クラス8時間)正常に動作し、安定した精度を保つことができる、
1.1.2ワークステーションの設計図面は繰り返しの論証とシミュレーション設計を経て、各部品の設計強度は信頼性があり、組み立てと修理が便利で、機能を保証する前提の下で、外形の美しさを保証した、
1.1.3ワークステーション設備のすべての外注品は業界内の有名なメーカーに提供され、すべての加工品の品質は厳格なチェックを経て、強度は基準を達成して、性能は優越して、運動は安定している、
1.1.4ワークステーション設備の部品と計器及びすべての図面資料の測定単位はすべて国家標準書(GB)標準;すべての計器、部品の設計、製造及び使用材料は適合しなければならないISOとIECひょう準又は他の同等基準、
1.1.5ワークステーションの部品は良質な材料を選択して製造し、選択した機械、電気部品は良質で信頼できるシリーズ製品である、
1.1.6ロボットの先端に衝突防止センサーがあり、衝突が発生した時に適時に停止保護することができ、同時に需要に応じて自動清槍糸切断システムと自動除塵システムを配置することができる、
1.1.7ワークステーションの視覚対話、3次元デジタルモード駆動、インテリジェント計画溶接経路、視覚走査補正経路、マッチングパラメータ及びプロセスライブラリによる溶接プログラムの自動作成などのインテリジェント化溶接機能。
1.1構造タイプと推奨システムの動作方法
1.1.1 H型鋼クレーン梁、筋板構造主梁はH型鋼専用機のワンタッチ起動方式を採用して作業を行い、人工介入が極めて少なく、作業効率が最も高く、操作者は多機作業を操作することができる、
1.1.2 H型鋼柱、屋根梁、箱型構造内部の補強板及び主溶接ビードとその他の構造タイプが多い製品は、視覚的な人間機械の相互作用方式を採用して作業を行い、操作者は多機作業を操作することができる、
1.1.3橋梁板、大箱型仕切り板などの構造は、溶接ビードが比較的に長く、溶接ビードタイプの数が少なく、モデル駆動を用いて溶接を行い、人工的な介入が少なく、溶接効率が高く、作業者は多機作業を操作することができる、
1.1.4科チタン知能システムはセットシステムであり、システムは以上の各種作業方式を支持し、実際の使用需要に応じて適切なモジュールを選択して作業を行い、生産効率を高める。
MESシステム
1.1.5システムの特徴:
a)インターネット技術に基づいて、工場モデルデータの共有を実現する。
b)工程化生産管理、生産過程に関わるすべての一環をプロセスフローに組み入れて管理することができる
c)プロジェクト運営の全体効率を統合し、向上させ、リアルタイム、動態、真実、全員参加管理を達成する
d)工程プロセス、部門、グループ、権限は完全に自分でカスタマイズできる
e)工程流動情報のリアルタイムプッシュ実現
f)生産タクトに基づいて自動的に編成する計画
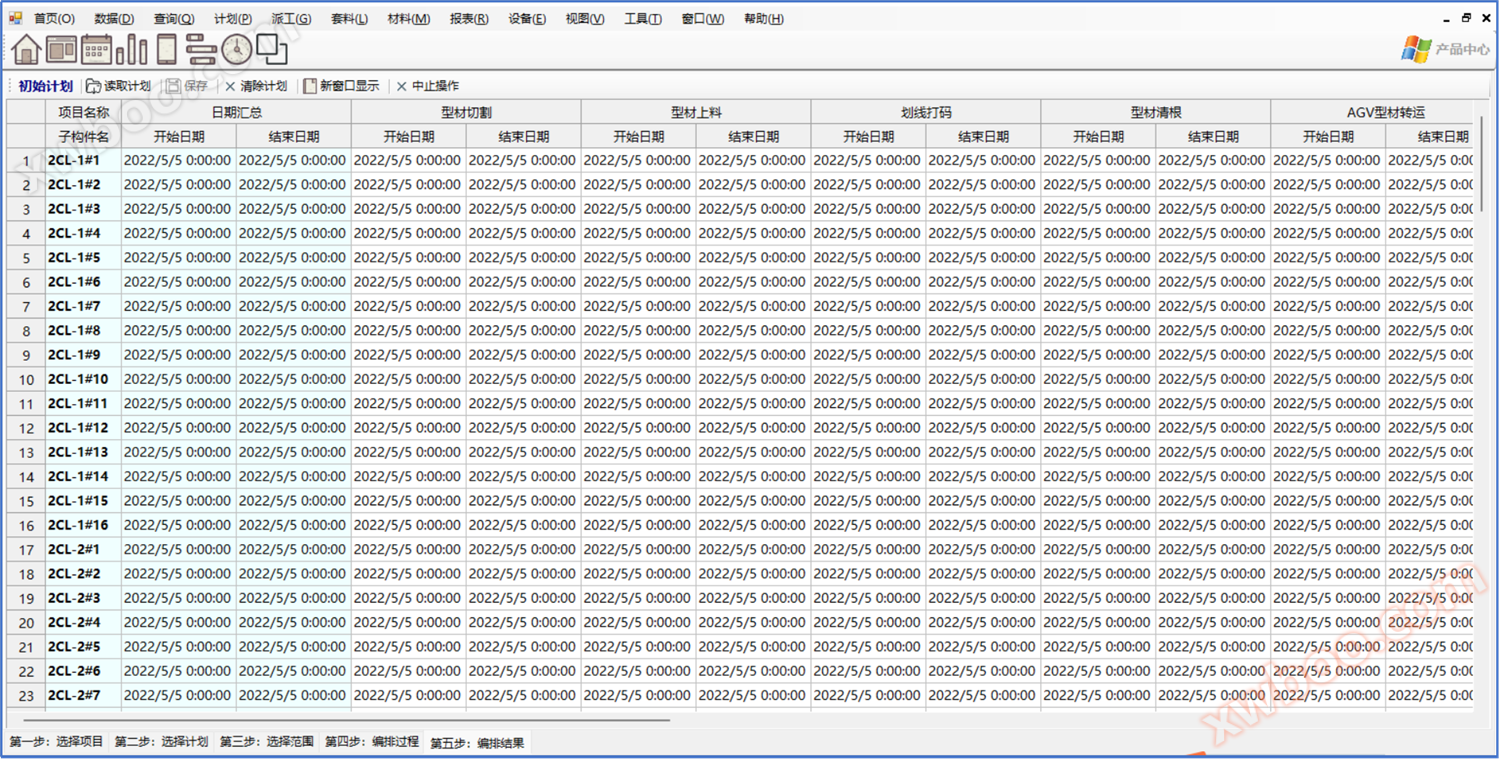
1.1.6計画モジュール:生産任務が実施される前に、コチタンMESはプロジェクトの需要及び各作業場とワークステーションの生産タクト自動編成計画に基づいて、毎日各作業場の作業計画及び関連部品を生成する。
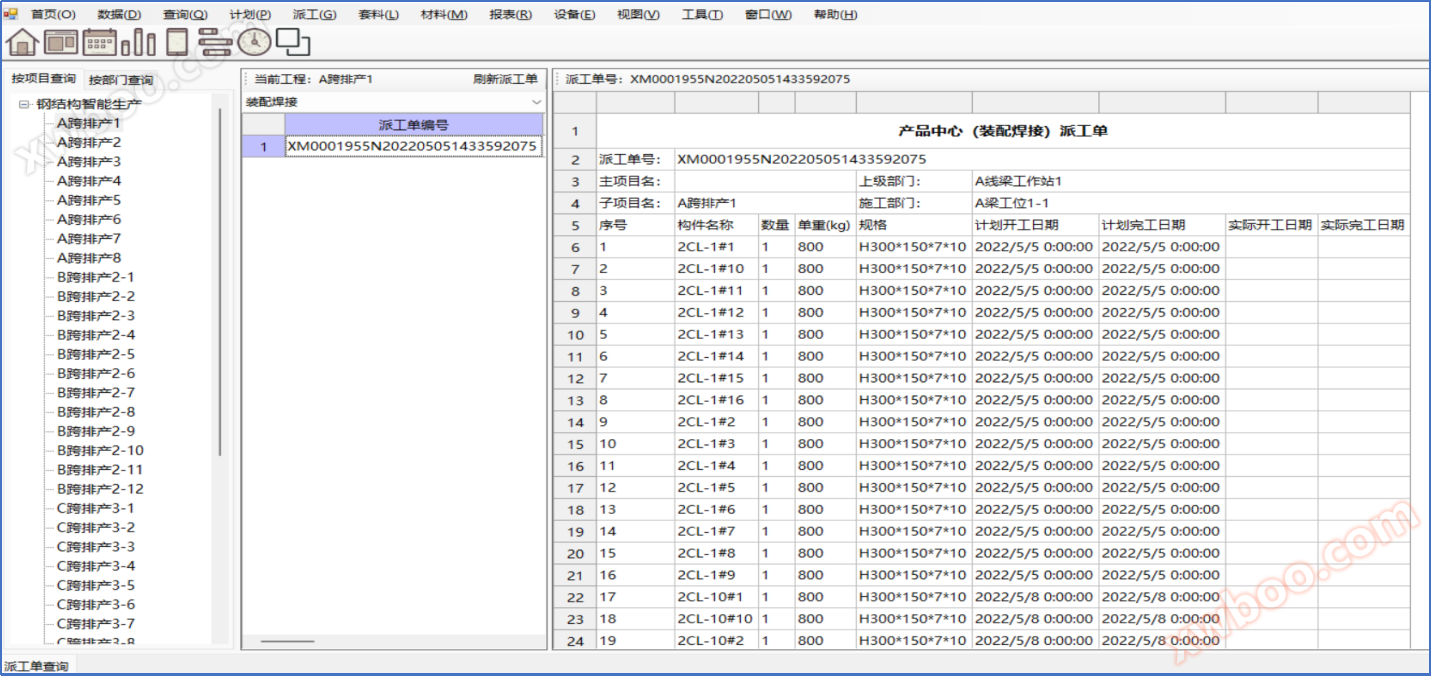
派遣モジュール:プロジェクトの需要及び各作業場とワークステーションの生産タクトに基づいて計画を自動編成し、具体的な作業任務を生成する。
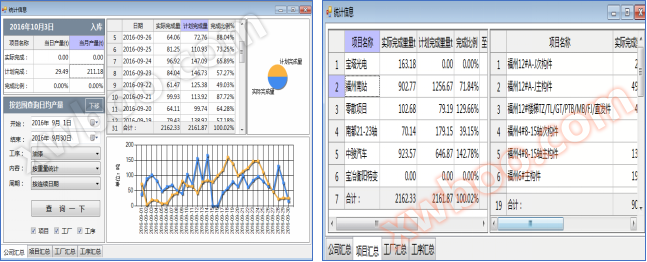
統計モジュール:会社全体のデータ、プロジェクト統計のデータ、工場統計のデータ、工程統計のデータを調べることができる。
2.プロジェクト方案
2.1製品タイプ
2.1.1構造寸法
|
シーケンス番号 |
製品 |
高さ |
幅 |
長さ(双方向継手) |
|
1 |
H形鋼 |
フラップ高さ≤0.8m |
≤1.2m |
≤12m |
|
2 |
その他の製品 |
たていたかさ≤0.5m |
≤1.2m |
≤12m |
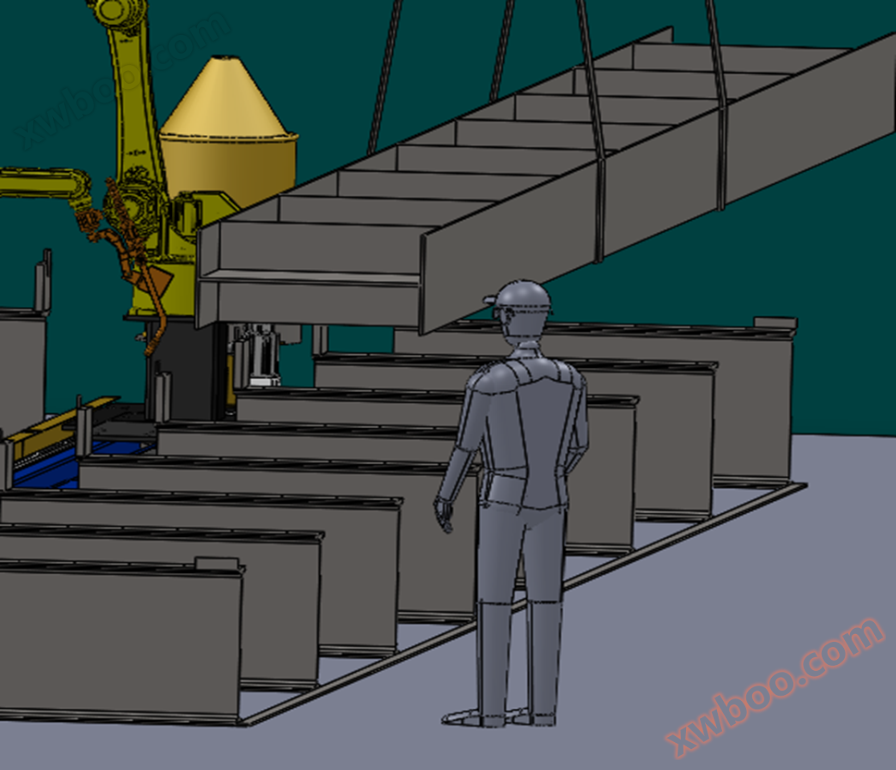
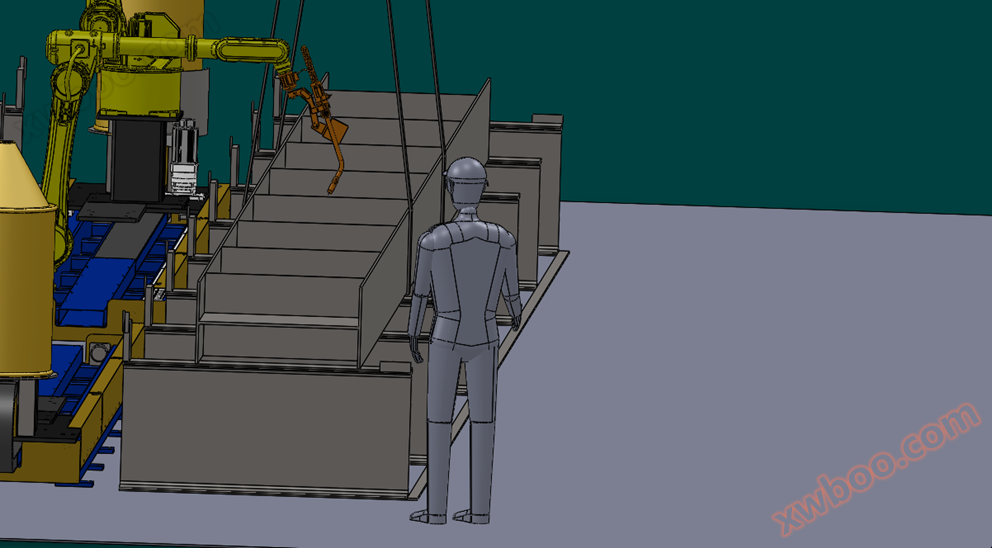
2.1.2ユーザーの典型的な製品写真


2.1グローバル配置図
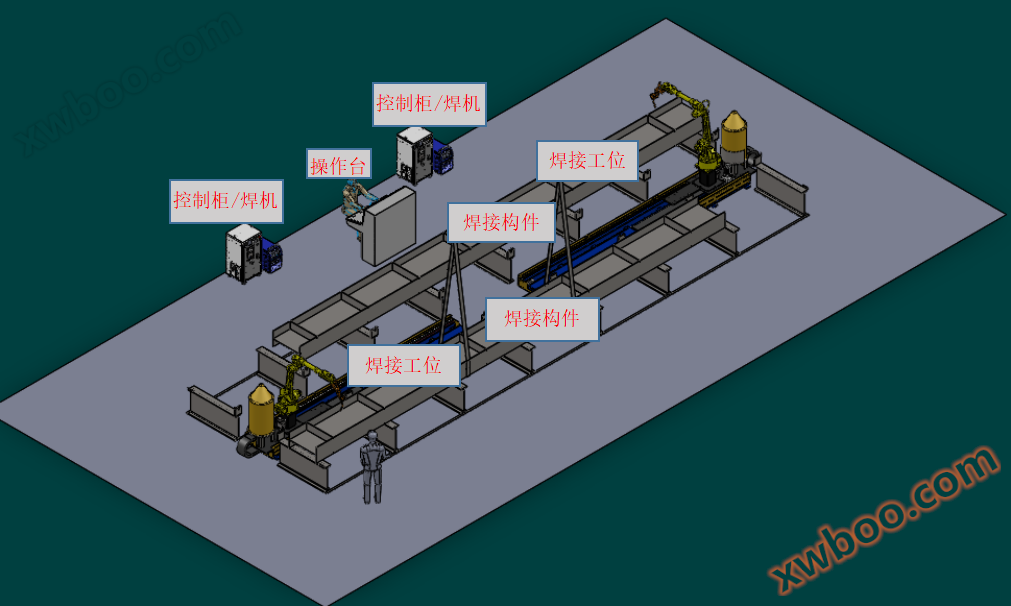
レイアウト立面図
ワークフロー(モデル駆動方式)
2.2.1溶接対象部材を作業台枠に手動または搬送チェーンで移送し、位置決めP点に近づく
2.2.2(同時にまたは前に)オペレータは、部品番号と部品の配置方法に基づいて、モデルの回転を一致させ、ノードを作成する
2.2.3配置偏差が大きすぎる場合、まずカメラ認識部材でP点を位置決めする
2.2.4配置位置が近い場合、オペレータはモデル起動スキャンを直接ロードする(この時、オペレータは別の部材を第2セットの設備架台または本装置の別のステーションに揚重して、上記の操作を実行することができる)
2.2.5スキャンが完了すると、システムは溶接を開始します
2.2.6部材全体の溶接が終了し、部材を後続の作業ステーションに移送する。
2.2.7このオペレータは複数のデバイスを操作して作業することができます
2.2.8部品モデルがなければ、視覚対話方式を用いて設備の溶接を操作することができ、部品が架台に配置された後、操作者はカメラを用いて溶接が必要な部位を写真撮影し、技術をマッチングし、スキャン溶接を開始する。オペレータは、モデル駆動に比べて相対的に作業量が増加しています。
オンライン照会
-
連絡先
-
会社
-
電話番号
-
Eメール
-
ウィーチャット
-
認証コード
-
メッセージの内容
-